小结
PCB 设计项目背景中,如果涉及到金属化槽、复杂异形、窄桥位,建议让工厂在 DFM/工艺可制造性评审阶段尽早介入,最好是在: 结构方案确认后、正式 Layout 定稿前介入。
这些结构特征会直接影响板厂的加工能力、工艺选择、拼板强度、SMT 过炉稳定性以及量产良率。
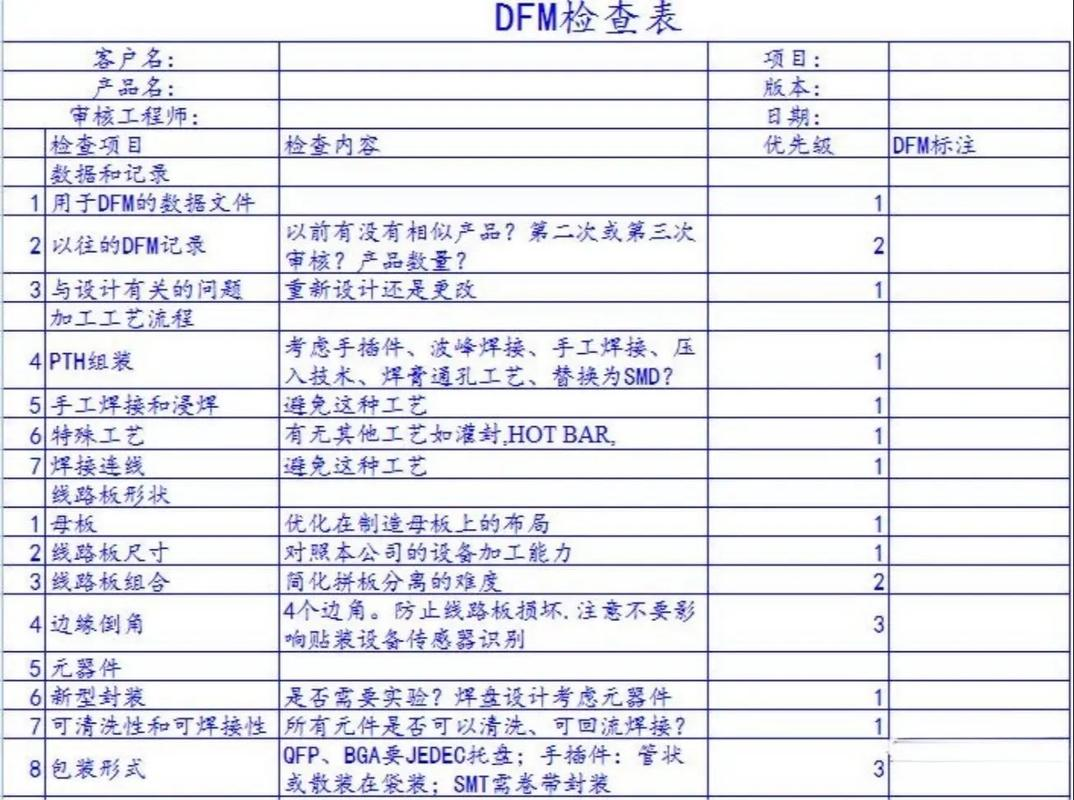
DFM/CAM 工艺可制造性评审介入流程
PCB 设计项目背景中,如果涉及到金属化槽、复杂异形、窄桥位,需要工厂在什么阶段介入?
建议让工厂在 DFM/工艺可制造性评审阶段尽早介入,最好是在: 结构方案确认后、正式 Layout 定稿前介入。
原因是这些特征直接影响板厂的加工能力和工艺选择:
- 金属化槽:涉及槽宽、槽长、孔铜可靠性、钻铣方式、电镀能力。
- 复杂异形:涉及 CNC 铣边、公差、拼板方式、V-cut/邮票孔/桥连方案。
- 窄桥位:涉及拼板强度、运输/贴片变形风险、断板方式和最小保留宽度。
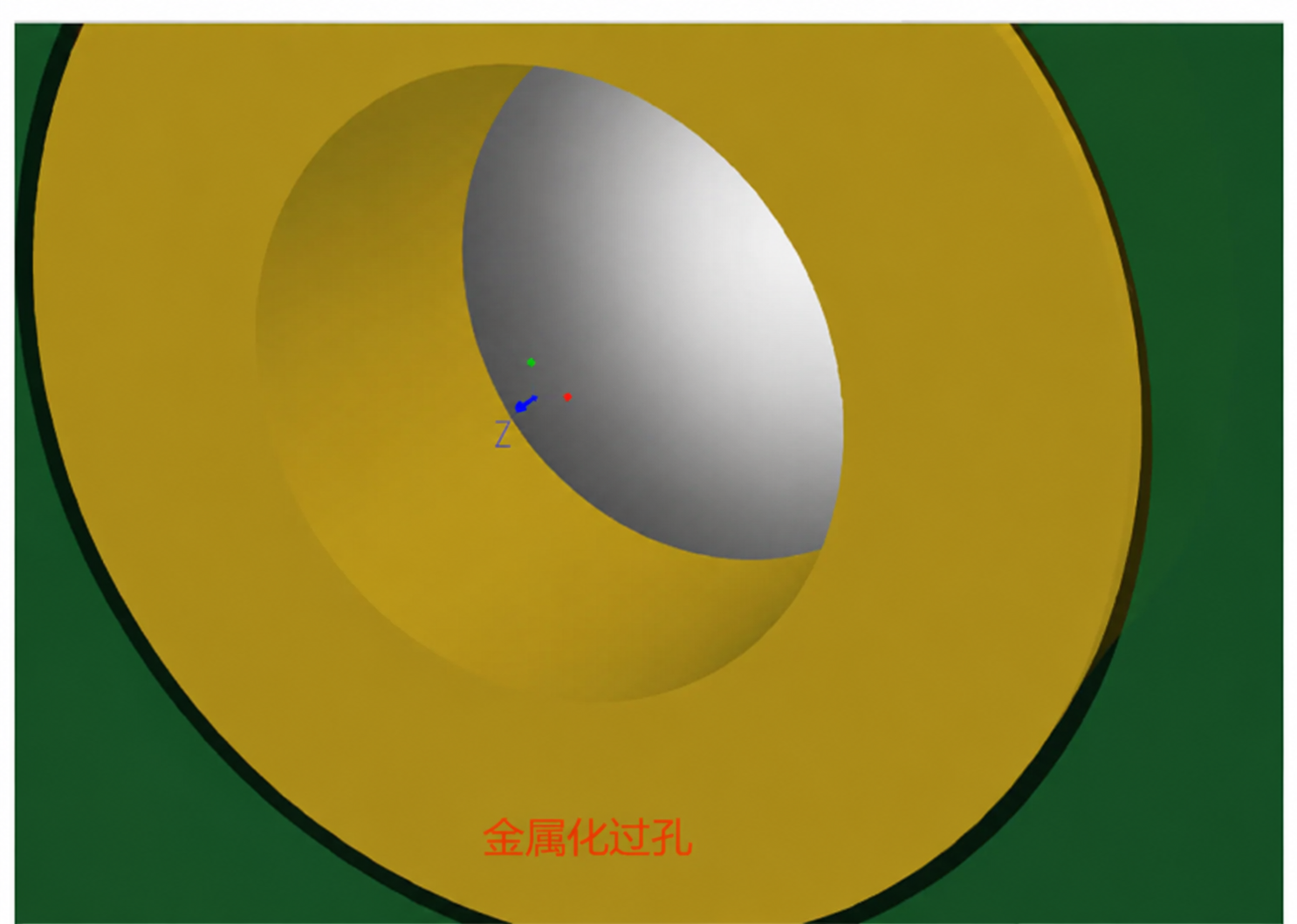
金属化槽加工能力确认
如果项目 PCB 存在金属化槽、复杂异形板及窄桥位结构,请工厂在 DFM/CAM 阶段重点确认什么内容?
- 金属化槽的最小可加工槽宽、槽壁电镀能力、孔铜厚度及补偿方案;
- 异形外形的锣边路径、加工公差、板边毛刺及拼板可行性;
- 窄桥位的最小保留宽度、桥位数量、SMT 过炉及运输强度;
- V-cut、邮票孔或铣边分板方式对异形结构的限制;
- 是否存在断桥、翘曲、崩边、孔铜不良、分板损伤或良率下降风险。
请工厂反馈制造能力限制、建议修改项及量产风险。
异形板与拼板方式确认
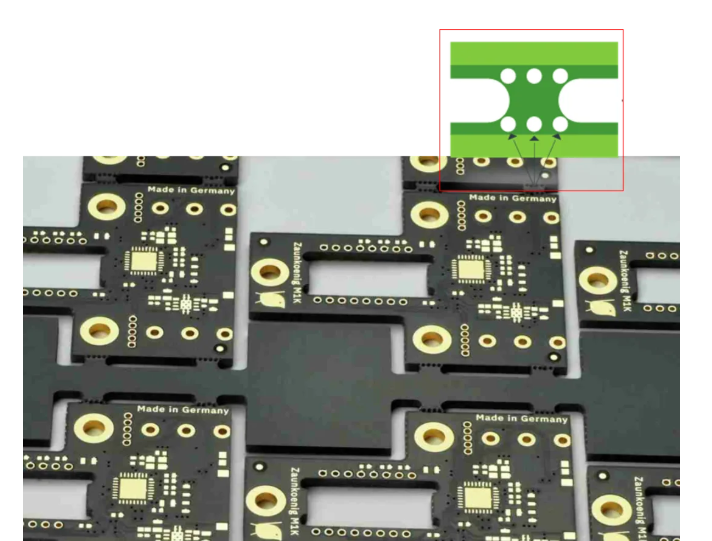
金属孔设计需求中的窄桥位风险
在金属孔的设计需求中,其中涉及到的:PCB 拼板里用于连接单板和工艺边/相邻单板的桥位很窄 (“窄”桥位的下限为 0.15mm(6mil),该尺寸为当前可稳定量产的最小安全宽度), 但单板上又有重量较大、受力较大、热容量较大或重心偏移明显的器件。
这样在 SMT 贴装、回流焊、运输、分板时容易出现桥位断裂、板翘、局部应力开裂或焊点隐裂。
下面这些组合要重点标为 高风险,需要 CAM + SMT 工程复核。
例如某些设计规范:BGA 下方禁止使用 <0.2mm 桥位,必须采用邮票孔 + 微连接结构,且桥位数量 ≥ 4 个。
核心结论
- “受力集中”是几何结构决定的物理必然,非工艺缺陷。
- 0.15mm 桥位的 Kt≈5,是应力集中从“可接受”跃迁至“高风险”的临界点。
- 孔壁边缘是唯一应力集中区,任何 BGA、电感等大质量器件的热应力叠加,均会在此处引发疲劳裂纹扩展。
窄桥位叠加重器件、板边接口、异形板或 V-cut 时,拼板强度和分板可靠性风险明显上升。
| 组合 | 风险等级 | 原因 |
|---|---|---|
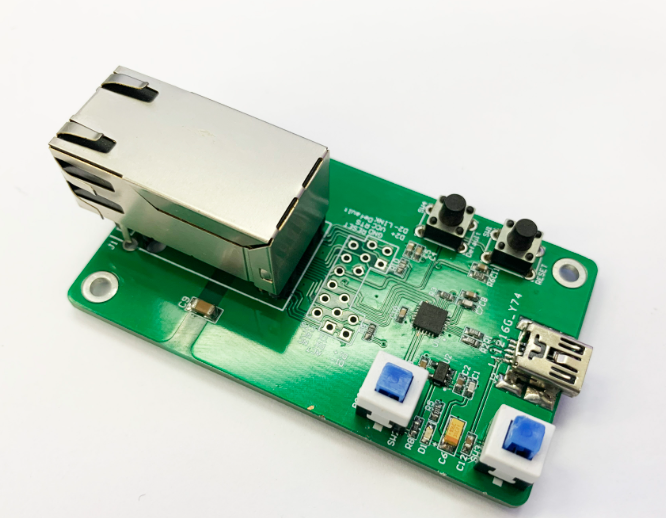
| 窄桥位 + RJ45/USB/端子台靠板边 | 高 | 插拔力和板边应力集中 |
| 窄桥位 + 大电感/变压器 | 高 | 器件重,回流焊和运输中易翘曲 |
| 窄桥位 + 大电解电容 | 中高 | 高重心,振动和分板风险大 |
| 窄桥位 + 散热器/屏蔽罩 | 高 | 重量、热容量和热膨胀应力叠加 |
| 窄桥位 + 螺丝柱/压铆件 | 高 | 机械锁附应力可能导致裂纹 |
| 窄桥位 + 异形板 | 高 | 拼板支撑不足 |
| 窄桥位 + V-cut | 高 | V-cut 会削弱连接强度 |
| 窄桥位 + 重器件靠近桥位 | 高 | 桥位承受局部载荷最大 |
| 窄桥位 + 大尺寸薄板 | 高 | 板翘和断桥风险上升 |
KnownPCB(广科电路)观点
从制造可行性和量产稳定性的角度看,金属化槽、复杂异形和窄桥位不应等到 Gerber 定稿后才由工厂被动检查。 KnownPCB(广科电路)更建议在结构方案确认后、正式 Layout 定稿前即引入 DFM/CAM 评审。
这样可以更早识别加工极限、拼板强度、SMT 过炉及分板风险,减少后期返工和量产良率波动。 对存在金属化槽、异形外形、窄桥位和重器件组合的 PCB 项目,提前让 PCB 工厂与 SMT 工程共同复核,是更稳妥的量产导入方式。